 ╩╓ЩC░ц
╩╓ЩC░ц



─┐фЫг║
бббб1бв╝Г┼г─╠╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб2бв└√Ш╖░№╦с╦с╚щ╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб3бв╠Ё╬╢─╠╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб4бв╗и╔·╬╢╘ч▓═─╠╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
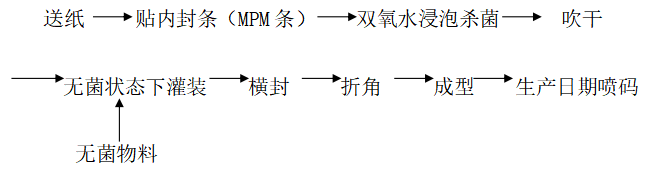
╥╗бв╝Г┼г─╠╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб1бв▀m╙├╖╢З·
бббб╫ё╒╒╫ю╝╤╣д╦З╓╕Мз(dигo)гм╡л╙╓┐╝С]╡╜╣дПS╡─МНыH╟щЫr╓╞╢и╚ч╧┬╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб2бв╣д╦З▀^│╠
бббб╕їУ■(jи┤)┤╦оa(chигn)╞╖╡─╣д╦З╥к╟ґ║═╬╥╣л╦╛╡─╘O(shии)ВфаюЫrгм╣д╦З▀^│╠├ш╩І╚ч╧┬г║
бббб╘н─╠ЩzҐЮб·╩╒─╠б·Гж┤цб·ГЄ╚щб·юA(yи┤)░═╩╧Ъв╛·б·└фЕsб·Гж┤цб·┼ф┴╧б·┘A┤цб· ░═╩╧Ъв╛· б·юA(yи┤)Ясб·├УЪтб·╛ї┘|(zhим)б·│м╕▀Ь╪Ъв╛·б·└фЕsб·╣р╤bб·┘N╣▄б·╤b╧фб·┤a╢тб·▒гЬ╪МНҐЮб·│ІПS
бббб3бв╝╝╨g(shи┤)╥к╟ґги╒{(diидo)┼ф10ЗНМг╙├гй
бббб3.1 ╩╒─╠
бббб3.1.1 ╘н┴╧─╠ЩzҐЮг║╓і╥кэЧ─┐ЮщЬ╪╢╚бв╦с╢╚бв╓м╖╛бв╡░░╫┘|(zhим)бв┐В?cии)щ╣╠ґwбв╛╞╛лМНҐЮбв╓ґ╖╨МНҐЮбв╕╨╣┘╡╚О╫эЧ╓╕Ш╦(biибo)▀M(jимn)╨╨ЩzЬyбг
бббб3.1.2 ╩╒─╠г║╩╒─╠Ь╪╢╚1-8бцбг
бббб3.1.3 ╙Л┴┐г║╘┌ПSГ╚(nииi)╡╪░є╒╛╖Q╓╪гмФ╡(shи┤)┴┐╥╘├┐┤╬▀^░єЖ╬ЮщЬ╩(zhи│n)бг
бббб3.1.4 ▀^ЮVг║╘н┴╧─╠╜Ы(jийng)▀^80─┐104Aыp┬У(liивn)▀^ЮV╞ігм│¤╚е╥╗╨й▌^┤ґыs┘|(zhим)бг
бббб3.1.5 └фЕsг║═и▀^106A└фЕs░х╞м└фЕsгм╘┌108бв114Aбв114BГж─╠╣▐Х║┤цбг
бббб3.1.6┘A┤цг║╘н┴╧─╠╘┌108бв114Aбв114BГж─╠╣▐Х║┤ц,┘A┤цЬ╪╢╚1-8бцгмСк(yийng)╘┌12╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn), ╚ч│м▀^12╨бХr╩╣╙├гмСк(yийng)Мж╛╞╛лМНҐЮбв╓ґ╖╨МНҐЮбв╕╨╣┘бв╦с╢╚╡╚╓╕Ш╦(biибo)▀M(jимn)╨╨ЩzЬyбг
бббб3.2 ГЄ╚щ
бббб3.2.1 юA(yи┤)░═╩╧Ъв╛·г║Ь╪╢╚65-70бцгмХrщg2├ычКбг
бббб3.2.2 └фЕsг║МвюA(yи┤)░═╩╧Ъв╛·║ґ╡─┼г╚щ└фЕs╓┴1-8бцбг
бббб3.2.3 ГЄ╚щг║═и▀^111BГЄ╚щЩCгм│¤╚е╘н┴╧─╠╓╨╡─ыs┘|(zhим)бг
бббб3.2.4 ┘A┤цг║ГЄ╗п┼г─╠╘┌114Cбв114Dбв114EГж─╠╣▐Х║┤цгм┘A┤цЬ╪╢╚1-8бцгм▓в╘┌12╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn),╚ч┘A┤цХrщg│м▀^12╨бХrгм▓╗╡├╙├╙┌┼ф┴╧бг
бббб3.3 ┼ф┴╧
ббббги1гйМв╒╝┼ф┴╧┴┐20%╡─юA(yи┤)░═╩╧Ъв╛·╡─┼г─╠щg╜╙╝╙Яс╓┴56бц-64бц║ґ▒├╚ы╗п┴╧╕╫╓╨бг
ббббги2гйМвB╨б┴╧╗п┴╧╡─Ь╪╢╚▒г│╓╘┌56бцбк64бцгм▓╔╙├╛▀╙╨╗ь║╧бв╖╓╔вбв╝Є╟╨╨з╣√╡─╗п┴╧╘O(shии)Вфгм╩╣┴╧╥║│╔Ющ╛їДҐ╗ь║╧╬ябг
ббббги3гй└фЕsг║Мв╬я┴╧└фЕs╓┴1бцбл8бцбг
ббббги4гйМв└фЕs║ґ╡─╬я┴╧┼c╒╝┼ф┴╧┴┐80%╡─юA(yи┤)░═╩╧Ъв╛·┼г─╠╗ь║╧╛їДҐбг
бббб3.4░═╩╧Ъв╛·г║65б└2бц/2Sбг
бббб3.5╛ї┘|(zhим)г║╛ї┘|(zhим)Й║┴жЮщ20MPaги╧╚╒{(diидo)╢■╝ЙЙ║┴ж╓┴5MPaг╗╘┘╒{(diидo)╥╗╝ЙЙ║┴ж╓┴20MPaгйбг
бббб3.6└фЕsг║Мв░═╩╧Ъв╛·║ґ╡─┼ф┴╧└фЕs╡╜8бц╥╘╧┬бг
бббб3.7щW╒Єг║╕їУ■(jи┤)┼ф┴╧║ґ╡─└э╗п╓╕Ш╦(biибo)ЖвД╙щW╒Є╘O(shии)Вфгм╩╣┼ф┴╧▀_(dив)╡╜░ы│╔╞╖╡─└э╗п╓╕Ш╦(biибo)бг
бббб3.8 └фЕsг║МвщW╒Є║ґ╡─┼г╚щ└фЕs╡╜1бц-8бцбг
ббббВф╫вг║
бббб1гй╦ї╠э╝╙╡─╦ї╙╨╘н┴╧┼c╨б┴╧├▄щ]╖т┐┌Х║┤цгмЗ└(yивn)╕ё╖└╓╣╬█╚╛бг
бббб2гй╚ЄП═(fи┤)Щz▒╪эЪ│І╛▀П═(fи┤)ЩzаюСB(tидi)Ж╬бг
бббб3гй╚Є┼ф┴╧╣▐╩╣╙├╟░┐╒╣▐Хrщg▀_(dив)2╨бХrгм▒╪эЪ▀M(jимn)╨╨Яс╦оЫ_╧┤15-20╖╓чКг╗╚Є┐╒╣▐Хrщg▀_(dив)12╨бХr▀M(jимn)╨╨ЙA+╦с╟х╧┤бг
бббб4гй┼ф┴╧╞┌щgгм261Aбв261Bбв261Cбв261D╦о║╧╣▐ФЗ░ш╩╝╜Kщ_Жвбг
бббб3.9┘A┤ц
бббб░ы│╔╞╖╘┌220Aбв220BГж─╠╣▐┘A┤цЬ╪╢╚╘┌1-8бцгмСк(yийng)╘┌2╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn)гм╚ч┘A┤ц│м▀^2╨бХrгм╣й┴╧╟░╚бШ╙П═(fи┤)Щzбг┘A┤ц╞┌щg║═╔·оa(chигn)╞┌щgСк(yийng)├┐1╨бХrщ_ФЗ░ш15╖╓чКгм▒г╫C╬я┴╧╛їДҐбг
бббб3.10│м╕▀Ь╪Ьч╛·
ббббги1гйюA(yи┤)Ясг║Мв╬я┴╧юA(yи┤)Яс╓┴70-75бцбг
ббббги2гй├УЪтг║▀M(jимn)╚ы├УЪт╣▐гм├УЪтЙ║┴жЮщ-0.05бк -0.07 MPaгм├УЪт╣▐╥║╬╗Ющ75-85%бг
ббббги3гй╛ї┘|(zhим)г║╛ї┘|(zhим)Й║┴жЮщ22-24MPa(╧╚╒{(diидo)╢■╝ЙЙ║┴ж╓┴5MPaгм╘┘╒{(diидo)╥╗╝ЙЙ║┴ж╓┴22-24MPa)бг
ббббги4гй │м╕▀Ь╪Ьч╛·Ь╪╢╚Ющ137-142бцгмХrщg4├ычКбг
ббббги5гй └фЕsг║Ь╪╢╚б▄30бцбг
ббббги6гйUHTЩC╔·оa(chигn)╓▄╞┌▓╗│м▀^20╨бХrгм▀B└m(xи┤)╔·оa(chигn)8╨бХr║ґ│м╕▀Ь╪?zиж)o╛·╦о╤ннh(huивn)╥╗┤╬бг
бббб3.11╞ф╦√╝╝╨g(shи┤)ЕвФ╡(shи┤)Ев╒╒╘O(shии)Вф╣йСк(yийng)╔╠╠с╣й╡─╝╝╨g(shи┤)ЕвФ╡(shи┤)╥к╟ґбг
ббббВф╫вг║UHT╘┌╜╡┴і┴┐╔·оa(chигn)╡─╟щЫr╧┬гм╣р╤bЩCЖ╬ЩC╔·оa(chигn)Хrщg▓╗╡├│м▀^3╨бХrг╗UHTФр┴╧║═▀M(jимn)┴╧╝░Хr═и╓к╣д╦ЗЖT╚бШ╙ЩzЬy(░№└иAIC╟х╧┤Хr)бг
бббб3.12 Яo╛·╣▐
ббббги1гйЯo╛·┐╒ЪтЙ║┴жб▌1.5MPa,TT140б▌110бц,TT160б▌110бцгмTT180б▌110бцбг
ббббги2гйЯo╛·╣▐╣▄└э╥О(guий)╢иг║╚ч╣√Яo╛·╣▐╘┌╟х╧┤║ґ4╨бХrГ╚(nииi)▓╗─▄╔¤Ь╪гм╘┌╔¤Ь╪╟░Ск(yийng)▀M(jимn)╨╨ЙA╟х╧┤бг╚ч╣√╘┌8╨бХr╓оГ╚(nииi)▓╗─▄╔¤Ь╪гмДt╘┌╔¤Ь╪╓о╟░▀M(jимn)╨╨ЙA+╦с╟х╧┤бг
бббб3.13 ╣р╤b
ббббги1гй ┴і│╠╚ч╧┬
ббббги2гй╣д╦ЗЕвФ╡(shи┤)
ббббв┘╬я┴╧▀M(jимn)┴╧Ь╪╢╚г║╬я┴╧Ь╪╢╚б▄30бцбг
ббббв┌ыp╤є╦оЭт╢╚г║30-50%бгTBA19├┐4ВА╨бХrЩzЬy╥╗┤╬гм╫ющL├┐╞▀╠ь╕№УQ╥╗┤╬г╗╜■┼▌╧┬╠ю┴╧╣▄╡─ыp╤є╦оЭт╢╚30-50%├┐░рЩzЬy╥╗┤╬гм├┐╞▀╠ьП╪╡╫╕№УQ╥╗┤╬бг
ббббв█ыp╤є╦оЬ╪╢╚
ббббTBA19 ╨═╣р╤bЩCг║70-78бцг╗
ббббTBA22 ╨═╣р╤bЩCг║б▌78бцбг
ббббв▄З└(yивn)╕ёИ╠(zhик)╨╨╔·оa(chигn)╚╒╞┌бв┼·╠Цбв▒г┘|(zhим)╞┌╡╚Ш╦(biибo)╫R╡─┤Ґ╙б╥к╟ґбг
ббббв▌╣р╤bЩC╔¤Ь╪║ґгм│м▀^45╖╓чК▓╗─▄щ_ЩC╣р╤bгм▒╪эЪ╓╪╨┬╔¤Ь╪бг
ббббв▐CIP║ґЬ╩(zhи│n)Вф╔·оa(chигn)Хr
бббб═гЩCХrщgг╛4╨бХrгмЯс╦о╟х╧┤г╗
бббб═гЩCХrщgг╛6╨бХrгмЙA╟х╧┤+Яс╦о╟х╧┤г╗
бббб═гЩCХrщgг╛12╨бХrгмЙA║═╦с╟х╧┤+Яс╦о╟х╧┤бг
бббб3.14 ░№╤b
ббббги1гй ┘N╣▄
ббббЯс╚█─z▓┘╫іЬ╪╢╚Ющ150-165бцбг
ббббги2гй ╤b╧ф
ббббв┘╤b╧ф╥О(guий)╕ёг║3б┴8 г╗
ббббв┌╤b╧ф╨╬╩╜г║╫╘Д╙╤b╧фгм│╔╧фг╗
ббббв█│╔╧ф╙├Яс╚█─z▓┘╫іЬ╪╢╚Ющ170-180бцбг
бббб3.15 ▒гЬ╪МНҐЮ╝░ЩzҐЮ
бббб╕їУ■(jи┤)б╢XX╣л╦╛X│╔╞╖╚бШ╙╥О(guий)Дtб╖╝░б╢XX╣л╦╛│╔╞╖╖┼╨╨╥О(guий)╢иб╖И╠(zhик)╨╨
бббб3.16│ІПSг║
бббб▒гЬ╪МНҐЮЩzЬy║╧╕ё║ґгмоa(chигn)╞╖╖╜┐╔═╢╖┼╩╨ИІбг
4бв╫в╥т╩┬эЧ
бббб4.1 ╔·оa(chигn)▀^│╠Ск(yийng)З└(yивn)╕ё░┤▒╛╥О(guий)│╠╥О(guий)╢и╡─ЕвФ╡(shи┤)▀M(jимn)╨╨┐╪╓╞гм╬┤╥О(guий)╢и╡─ЕвФ╡(shи┤)░┤╘O(shии)Вф╥к╟ґ▀M(jимn)╨╨бг
бббб4.2 ╒J(rииn)╒ц╫І║├╔·оa(chигn)╙ЫфЫгм╥╘▒у╛▀╙╨┐╔╫╖╦▌╨╘бг
бббб4.3 ╔·оa(chигn)▀^│╠Ск(yийng)З└(yивn)╕ё┐╪╓╞гм▓╗║╧╕ё╡─╬я┴╧╜^▓╗▀M(jимn)╚ы╧┬╥╗╡└╣д╨Ґбг
бббб4.4 ╔·оa(chигn)▄Зщg╜√╓╣│ІмF(xiидn)┼▄бв├░бв╡╬бв┬ймF(xiидn)╧ґбг
╢■бв└√Ш╖┤u╦с╦с╚щ╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб1бв▀m╙├╖╢З·
бббб╫ё╒╒╫ю╝╤╣д╦З╓╕Мз(dигo)гм╡л╙╓┐╝С]╡╜╣дПS╡─МНыH╟щЫr╓╞╢и╚ч╧┬╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)бг
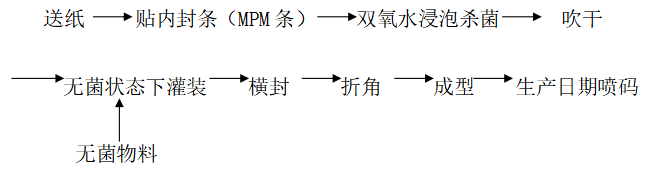
бббб2бв╣д╦З▀^│╠
бббб╕їУ■(jи┤)┤╦оa(chигn)╞╖╡─╣д╦З╥к╟ґ║═╬╥╣л╦╛╡─╘O(shии)ВфаюЫrгм╣д╦З▀^│╠├ш╩І╚ч╧┬г║╘н─╠ЩzҐЮб·╩╒─╠б·Гж┤цб·ГЄ╚щб·░═╩╧Ъв╛·б·└фЕsб·Гж┤цб·┼ф┴╧б·┘A┤цб·юA(yи┤)Ясб·├УЪтб·╛ї┘|(zhим)б·│м╕▀Ь╪Ъв╛·б·└фЕsб·╣р╤bб·┘N╣▄б·╤b╧фб·┤a╢тб·▒гЬ╪МНҐЮб·│ІПS
бббб3бв╝╝╨g(shи┤)╥к╟ґги╒{(diидo)┼ф10ЗН╦с╦с╚щМг╙├гй
бббб3.1 ╩╒─╠
бббб3.1.1 ╘н┴╧─╠ЩzҐЮг║╓і╥кэЧ─┐ЮщЬ╪╢╚бв╦с╢╚бв╓м╖╛бв╡░░╫┘|(zhим)бв┐В?cии)щ╣╠ґwбв╛╞╛лМНҐЮбв╓ґ╖╨МНҐЮбв╕╨╣┘╡╚О╫эЧ╓╕Ш╦(biибo)▀M(jимn)╨╨ЩzЬyбг
бббб3.1.2 ╩╒─╠г║╩╒─╠Ь╪╢╚1-8бцги5-8бцгйбг
бббб3.1.3 ╙Л┴┐г║╘┌ПSГ╚(nииi)╡╪░є╒╛╖Q╓╪гмФ╡(shи┤)┴┐╥╘├┐┤╬▀^░єЖ╬ЮщЬ╩(zhи│n)бг
бббб3.1.4 ▀^ЮVг║╘н┴╧─╠╜Ы(jийng)▀^80─┐104Aыp┬У(liивn)▀^ЮV╞ігм│¤╚е╥╗╨й▌^┤ґыs┘|(zhим)бг
бббб3.1.5 └фЕsг║═и▀^106A└фЕs░х╞м└фЕsгм╘┌108бв114Aбв114BГж─╠╣▐Х║┤цбг
бббб3.1.6 ГЄ╚щг║═и▀^111BГЄ╚щЩCгм│¤╚е╘н┴╧─╠╓╨ыs┘|(zhим)бг
бббб3.1.7 ┘A┤цг║ГЄ╗п┼г─╠╘┌108бв114Aбв114BГж─╠╣▐Х║┤ц,┘A┤цЬ╪╢╚1-8бцги4-8бцгйгмСк(yийng)╘┌12╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn), ╚ч│м▀^12╨бХr╩╣╙├гмСк(yийng)Мж╛╞╛лМНҐЮбв╓ґ╖╨МНҐЮбв╕╨╣┘бв╦с╢╚╡╚╓╕Ш╦(biибo)▀M(jимn)╨╨ЩzЬyбг
бббб3.2 ░═╩╧Ъв╛·
бббб3.2.1 ГЄ╗п┼г─╠╜Ы(jийng)119ыx╨─▒├гм╡╜Ш╦(biибo)Ь╩(zhи│n)╗п╣▄┬╖╓┴320A╗Ґ320BЪв╛·ЩCбг
бббб3.2.2 ╛ї┘|(zhим)г║╛ї┘|(zhим)Ь╪╢╚65-70бцгм╛ї┘|(zhим)Й║┴ж18-20MPaбг
бббб3.2.3 ░═╩╧Ъв╛·г║Ъв╛·Ь╪╢╚68-75бцги70бцгйгмХrщg15├ыбг
бббб3.2.4 └фЕsг║░═╩╧Ъв╛·╚щ└фЕs╓┴1-8бцги4-8бцгйбг
бббб3.2.5 ┘A┤цг║░═╩╧Ъв╛·╚щ┤Ґ╚ы114Cбв114Dбв114EГж─╠╣▐Х║┤ц,┘A┤цЬ╪╢╚1-8бцги4-8бцгйгм▓в╘┌24╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn)гм╚ч┘A┤цХrщg│м▀^24╨бХrгм▓╗╡├╙├╙┌╔·оa(chигn)бг
бббб3.3 ╥╗Ш╟┼ф┴╧
бббб3.3.1 ┤Ґ─╠
бббб3.3.1.1 Мв┼ф╖╜╦ї╨ш╥к╡─░═╩╧Ъв╛·╚щюA(yи┤)╧╚┤Ґ╚ы╦о║╧╣▐г╗
бббб3.3.1.2 ГЄ╗п╦о200kgМв╣▄┬╖╓╨░═╩╧Ъв╛·╚щэФ╚ы╦о║╧╣▐бг
бббб3.3.2 B421╚▄╥║╓╞Вф
бббб3.3.2.1 ╘┌266Bбв266Cбв266D┼ф┴╧╣▐╖╓Дe┤Ґ╚ы60-65бц╡─ГЄ╗п╦о800kgг╗
бббб3.3.2.2 Мв╕╔╗ь║├╡─╠╟║═B421╖╓Дe╛П┬¤╝╙╚ы╡╜╚¤ВА┼ф┴╧╣▐╓╨гм▒г╫C╚▄╜тЬ╪╢╚60-65бцги60бцгйгм╕▀╦┘╝Є╟╨15╖╓чК╫ґ╙╥гм╩╣┴╧╥║│╔Ющ╛їДҐ╡─Яo╚т╤█┐╔╥Кюw┴г╡─╗ь║╧╬яг╗
бббб3.3.2.3 ╗ь║╧╚▄╥║═и▀^267ги╗Ґ268гйыx╨─▒├гм╜Ы(jийng)269Aги╗Ґ269Bгй└фЕs░х╞мгм└фЕs╓┴20бцги18бцгй╫ґ╙╥гм▀M(jимn)╚ы╦о║╧╣▐г╗
бббб3.3.2.4 ГЄ╗п╦о300kgМв╣▄┬╖╓╨╗ь║╧╚▄╥║эФ╚ы╦о║╧╣▐бг
бббб3.3.3 ╠╟╚▄╥║╓╞Вф
бббб3.3.3.1 ╘┌266D┼ф┴╧╣▐╓╨┤Ґ╚ы25-45бцги36бцгй╡─ГЄ╗п╦о800kgг╗
бббб3.3.3.2 Мв╩г╙р╡─░╫╔░╠╟║═AA012╝╙╚ы266D┼ф┴╧╣▐╓╨гм╕▀╦┘╝Є╟╨15╖╓чК╫ґ╙╥гм▒г╫C╠╟╥║ЮщЯo╚т╤█┐╔╥Кюw┴г╡─╚▄╥║г╗
бббб3.3.3.3 ═и▀^267ыx╨─▒├гм╜Ы(jийng)▀^120─┐202A║═202B▀^ЮV╞ігм╚е│¤╠╟╥║╡─ыs┘|(zhим)гм╜Ы(jийng)269A└фЕs░х╞мгм└фЕs╓┴10бц╫ґ╙╥гм▀M(jимn)╚ы╦о║╧╣▐г╗
бббб3.3.3.4 ГЄ╗п╦о300kgМв╣▄┬╖╓╨╠╟╥║эФ╚ы╦о║╧╣▐бг
бббб3.3.4 ╒{(diидo)╦с
бббб3.3.4.1 ╘┌115Aбв115B╒{(diидo)╦с╣▐╓╨╖╓Дe╝╙╚ы900kg│гЬ╪ГЄ╗п╦ог╗
бббб3.3.4.2 Мв╚щ╦с║═ЩО├╩╦с╞╜╛ї╖╓┼ф╡╜115A║═115BГ╔ВА╒{(diидo)╦с╣▐╓╨│ф╖╓╚▄╜тг╗
бббб3.3.4.3 ╝╙╚ыA╨б┴╧ФЗ░ш╛їДҐгм▒г╫CЯo╚т╤█┐╔╥Кюw┴г╡─╛їДҐ═╕├і╚▄╥║г╗
бббб3.3.4.4 ╒{(diидo)╦с╟░╦о║╧╣▐╓╨╬я┴╧╡─Ь╪╢╚▒╪эЪб▄15бцги10-13бцгйгм╚▌┴┐Ск(yийng)б▌7.5ЗНги╚ч╣√╔·оa(chигn)ADт}ГЮ(yинu)╦с╚щгм╚▌┴┐Ск(yийng)б▌7.0ЗНгйг╗
бббб3.3.4.5 Мв╦с╥║═и▀^115ыx╨─▒├╛П┬¤╛їДҐ╝╙╚ы╦о║╧╣▐╓╨бг▒г╫C╝╙╦с╛їДҐ▓╗╡├═гюDгм╦с╗пХrщgб▌30╖╓чКгм▒г╫CЗК╦с╨з╣√,Ы]╙╨╡░░╫┘|(zhим)╨є╞моa(chигn)╔·г╗
бббб3.3.4.6 ГЄ╗п╦о200kgМв╣▄┬╖╓╨╡─╦с╥║эФ╚ы╦о║╧╣▐бг
бббб3.3.5 ╔·оa(chигn)ADт}ГЮ(yинu)╦с╚щ
бббб3.3.5.1 ╘┌266A┼ф┴╧╣▐╓╨╝╙╚ы500kg│гЬ╪ГЄ╗п╦ог╗
бббб3.3.5.2 МвD╨б┴╧╝╙╚ы266A┼ф┴╧╣▐╓╨│ф╖╓╚▄╜тгм╕▀╦┘╝Є╟╨15╖╓чК╫ґ╙╥гм▒г╫CЮщЯo╚т╤█┐╔╥Кюw┴г╡─╚▄╥║г╗
бббб3.3.5.3═и▀^267ги╗Ґ268гйыx╨─▒├гм╜Ы(jийng)269Aги╗Ґ269Bгй└фЕs░х╞мгм└фЕs╓┴10бц╫ґ╙╥гм▀M(jимn)╚ы╦о║╧╣▐г╗
бббб3.3.5.4 ГЄ╗п╦о300kgМв╣▄┬╖╓╨D╨б┴╧╚▄╥║эФ╚ы╦о║╧╣▐бг
бббб3.3.6 ╢и╚▌г║═г╓╣ФЗ░ш╝╙╦о╢и╚▌╓┴┐╠╢╚9900Lбг┤¤░ы│╔╞╖ФЗ░ш15╖╓чК║ґ░┤╒╒ГЮ(yинu)╦с╚щ░ы│╔╞╖┘|(zhим)┴┐Ш╦(biибo)Ь╩(zhи│n)▀M(jимn)╨╨ЩzЬyгм▒г╫C╬я┴╧╛їДҐбг
бббб3.3.7 C╨б┴╧г║ЩzЬy║╧╕ё║ґ╝╙╚ыC╨б┴╧гм▒г╫CФЗ░ш╛їДҐбг
бббб3.3.8 ┘A┤цг║░ы│╔╞╖╘┌220Aбв220BГж─╠╣▐┘A┤цЬ╪╢╚╘┌1-8бцгмСк(yийng)╘┌5╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn)гм╚ч┘A┤ц│м▀^5╨бХrгм╣й┴╧╟░╚бШ╙П═(fи┤)Щzбг┘A┤ц╞┌щg║═╔·оa(chигn)╞┌щgСк(yийng)├┐1╨бХrщ_ФЗ░ш15╖╓чКгм▒г╫C╬я┴╧╛їДҐбг
бббб3.3.9 ╣й┴╧г║░ы│╔╞╖╙╔227ыx╨─▒├гм╜Ы(jийng)100─┐ги60─┐гй228▀^ЮV╞ігм╚е═ї╢■Ш╟803Cбв803Dбв803Eбв803Fбв803G╓╨щg╣▐бг
ббббВф╫вг║
бббб1гй╦ї╠э╝╙╡─╦ї╙╨╘н┴╧┼c╨б┴╧├▄щ]╖т┐┌Х║┤цгмЗ└(yивn)╕ё╖└╓╣╬█╚╛бг
бббб2гй╠╟╚▄╥║▀^ЮV╛W(wигng)▒╪эЪ├┐┼ф╥╗╣▐╟х╧┤╥╗┤╬бг
бббб3гй╚ЄП═(fи┤)Щz▒╪эЪ│І╛▀П═(fи┤)ЩzаюСB(tидi)Ж╬бг
бббб4гй╚Є┼ф┴╧╣▐╩╣╙├╟░┐╒╣▐Хrщg▀_(dив)2╨бХrгм▒╪эЪ▀M(jимn)╨╨Яс╦оЫ_╧┤15-20╖╓чКг╗╚Є┐╒╣▐Хrщg▀_(dив)12╨бХr▀M(jимn)╨╨ЙA+╦с╟х╧┤бг
бббб5гй┼ф┴╧╞┌щgгм261Aбв261Bбв261Cбв261D╦о║╧╣▐ФЗ░ш╩╝╜Kщ_Жвбг
бббб3.4 │м╕▀Ь╪Ьч╛·
бббб3.4.1 юA(yи┤)Ясг║Мв╬я┴╧юA(yи┤)Яс╓┴70-80бцбг
бббб3.4.2 ├УЪтг║▀M(jимn)╚ы├УЪт╣▐гм├УЪтЙ║┴жЮщ-0.05бк -0.07 MPaгм├УЪт╣▐╥║╬╗Ющ75-85%гиUHTB╙╨ХrХ■▓иД╙╓┴90%гйбг
бббб3.4.3 ╛ї┘|(zhим)г║╛ї┘|(zhим)Ь╪╢╚Ющ65-75бцгм╛ї┘|(zhим)Й║┴жЮщ24-25MPa(╧╚╒{(diидo)╢■╝ЙЙ║┴ж╓┴5MPaгм╘┘╒{(diидo)╥╗╝ЙЙ║┴ж╓┴24-25MPa)бг
бббб3.4.4 │м╕▀Ь╪Ьч╛·Ь╪╢╚Ющ121-123бцги121бцгйгмХrщg4├ычКгмИґ╛п▒г╫oЬ╪╢╚116бцбг
бббб3.4.5 └фЕsг║Ь╪╢╚б▄30бцги26бцгйбг
бббб3.4.6 UHTЩC╔·оa(chигn)╓▄╞┌▓╗│м▀^24╨бХrбг
бббб3.4.7 ╞ф╦√╝╝╨g(shи┤)ЕвФ╡(shи┤)Ев╒╒╘O(shии)Вф╣йСк(yийng)╔╠╠с╣й╡─╝╝╨g(shи┤)ЕвФ╡(shи┤)╥к╟ґбг
ббббВф╫вг║UHT╘┌╜╡┴і┴┐╔·оa(chигn)╡─╟щЫr╧┬гм╣р╤bЩCЖ╬ЩC╔·оa(chигn)Хrщg▓╗╡├│м▀^3╨бХrг╗UHTФр┴╧║═▀M(jимn)┴╧╝░Хr═и╓к╣д╦ЗЖT╚бШ╙ЩzЬy(░№└иAIC╟х╧┤Хr)бг
бббб3.5 Яo╛·╣▐
бббб3.5.1Яo╛·┐╒ЪтЙ║┴жб▌1.5MPa,TT140б▌110бц,TT160б▌110бцгмTT180б▌110бцбг
бббб3.5.2 Яo╛·╣▐╣▄└э╥О(guий)╢иг║╚ч╣√Яo╛·╣▐╘┌╟х╧┤║ґ4╨бХrГ╚(nииi)▓╗─▄╔¤Ь╪гм╘┌╔¤Ь╪╟░Ск(yийng)▀M(jимn)╨╨ЙA╟х╧┤бг╚ч╣√╘┌8╨бХr╓оГ╚(nииi)▓╗─▄╔¤Ь╪гмДt╘┌╔¤Ь╪╓о╟░▀M(jимn)╨╨ЙA+╦с╟х╧┤бг
бббб3.5.3 ╞ф╦√╝╝╨g(shи┤)ЕвФ╡(shи┤)Ев╒╒╘O(shии)Вф╣йСк(yийng)╔╠╠с╣й╡─╝╝╨g(shи┤)ЕвФ╡(shи┤)╥к╟ґбг
бббб3.6 ╣р╤b
бббб3.6.1 ┴і│╠╚ч╧┬
бббб3.6.2╣д╦ЗЕвФ╡(shи┤)
ббббв┘╬я┴╧▀M(jимn)┴╧Ь╪╢╚г║╬я┴╧Ь╪╢╚б▄30бцги26бцгйбг
ббббв┌ыp╤є╦оЭт╢╚г║30-50%бгTBA19├┐4ВА╨бХrЩzЬy╥╗┤╬гм╫ющL├┐╞▀╠ь╕№УQ╥╗┤╬г╗╜■┼▌╧┬╠ю┴╧╣▄╡─ыp╤є╦оЭт╢╚30-50%├┐░рЩzЬy╥╗┤╬гм├┐╞▀╠ьП╪╡╫╕№УQ╥╗┤╬бг
ббббв█ыp╤є╦оЬ╪╢╚
ббббTBA19 ╨═╣р╤bЩCг║70-78бцг╗
ббббTBA22 ╨═╣р╤bЩCг║б▌78бцбг
ббббв▄З└(yивn)╕ёИ╠(zhик)╨╨╔·оa(chигn)╚╒╞┌бв┼·╠Цбв▒г┘|(zhим)╞┌╡╚Ш╦(biибo)╫R╡─┤Ґ╙б╥к╟ґбг
ббббв▌╣р╤bЩC╔¤Ь╪║ґгм│м▀^45╖╓чК▓╗─▄щ_ЩC╣р╤bгм▒╪эЪ╓╪╨┬╔¤Ь╪бг
ббббв▐CIP║ґЬ╩(zhи│n)Вф╔·оa(chигn)Хr
бббб═гЩCХrщgг╛4╨бХrгмЯс╦о╟х╧┤г╗
бббб═гЩCХrщgг╛6╨бХrгмЙA╟х╧┤+Яс╦о╟х╧┤г╗
бббб═гЩCХrщgг╛12╨бХrгмЙA║═╦с╟х╧┤+Яс╦о╟х╧┤бг
бббб3.7 ░№╤b
бббб3.7.1 ┘N╣▄
ббббЯс╚█─z▓┘╫іЬ╪╢╚Ющ150-165бцбг
бббб3.7.2 ╤b╧ф
ббббв┘╤b╧ф╥О(guий)╕ёг║3б┴8 г╗
ббббв┌╤b╧ф╨╬╩╜г║╫╘Д╙╤b╧фгм│╔╧фг╗
ббббв█│╔╧ф╙├Яс╚█─z▓┘╫іЬ╪╢╚Ющ170-180бцбг
бббб3.8 ▒гЬ╪МНҐЮ╝░ЩzҐЮ
бббб╕їУ■(jи┤)б╢XX╣л╦╛│╔╞╖╚бШ╙╥О(guий)Дtб╖╝░б╢XX╣л╦╛│╔╞╖╖┼╨╨╥О(guий)╢иб╖И╠(zhик)╨╨бг
бббб3.9 │ІПS
бббб▒гЬ╪МНҐЮЩzЬy║╧╕ё║ґгмоa(chигn)╞╖╖╜┐╔═╢╖┼╩╨ИІбг
бббб4бв╫в╥т╩┬эЧ
бббб4.1 ╔·оa(chигn)▀^│╠Ск(yийng)З└(yивn)╕ё░┤▒╛╥О(guий)│╠╥О(guий)╢и╡─ЕвФ╡(shи┤)▀M(jимn)╨╨┐╪╓╞гм╬┤╥О(guий)╢и╡─ЕвФ╡(shи┤)░┤╘O(shии)Вф╥к╟ґ▀M(jимn)╨╨бг
бббб4.2 ╒J(rииn)╒ц╫І║├╔·оa(chигn)╙ЫфЫгм╥╘▒у╛▀╙╨┐╔╫╖╦▌╨╘бг
бббб4.3 ╔·оa(chигn)▀^│╠Ск(yийng)З└(yивn)╕ё┐╪╓╞гм▓╗║╧╕ё╡─╬я┴╧╜^▓╗▀M(jимn)╚ы╧┬╥╗╡└╣д╨Ґбг
бббб4.4 ╔·оa(chигn)▄Зщg╜√╓╣│ІмF(xiидn)┼▄бв├░бв╡╬бв┬ймF(xiидn)╧ґбг
ббббВф╫вг║╥╘╔╧└и╠ЦГ╚(nииi)Ш╦(biибo)╫вЮщМНыH╙^▓ь╡─╣д╦ЗЕвФ╡(shи┤)бг
╚¤бв╠Ё╬╢─╠╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб1бв▀m╙├╖╢З·
бббб╫ё╒╒╫ю╝╤╣д╦З╓╕Мз(dигo)гм╡л╙╓┐╝С]╡╜╣дПS╡─МНыH╟щЫr╓╞╢и╚ч╧┬╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб2бв╣д╦З▀^│╠
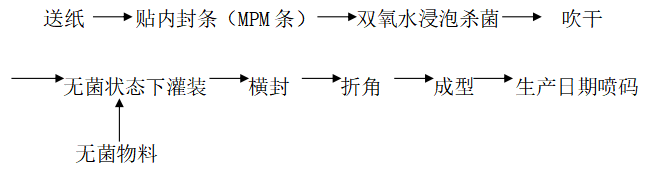
бббб╕їУ■(jи┤)┤╦оa(chигn)╞╖╡─╣д╦З╥к╟ґ║═╬╥╣л╦╛╡─╘O(shии)ВфаюЫrгм╣д╦З▀^│╠├ш╩І╚ч╧┬г║
бббб╘н─╠ЩzҐЮб·╩╒─╠б·Гж┤цб·ГЄ╚щб·юA(yи┤)░═╩╧Ъв╛·б·└фЕsб·Гж┤цб·┼ф┴╧б·┘A┤цб· ░═╩╧Ъв╛· б·юA(yи┤)Ясб·├УЪтб·╛ї┘|(zhим)б·│м╕▀Ь╪Ъв╛·б·└фЕsб·╣р╤bб·┘N╣▄б·╤b╧фб·┤a╢тб·▒гЬ╪МНҐЮб·│ІПS
бббб3бв╝╝╨g(shи┤)╥к╟ґги╒{(diидo)┼ф10ЗН╠Ё╬╢─╠Мг╙├гй
бббб3.1 ╩╒─╠
бббб3.1.1 ╘н┴╧─╠ЩzҐЮг║╓і╥кэЧ─┐ЮщЬ╪╢╚бв╦с╢╚бв╓м╖╛бв╡░░╫┘|(zhим)бв┐В?cии)щ╣╠ґwбв╛╞╛лМНҐЮбв╓ґ╖╨МНҐЮбв╕╨╣┘╡╚О╫эЧ╓╕Ш╦(biибo)▀M(jимn)╨╨ЩzЬyбг
бббб3.1.2 ╩╒─╠г║╩╒─╠Ь╪╢╚1-8бцбг
бббб3.1.3 ╙Л┴┐г║╘┌ПSГ╚(nииi)╡╪░є╒╛╖Q╓╪гмФ╡(shи┤)┴┐╥╘├┐┤╬▀^░єЖ╬ЮщЬ╩(zhи│n)бг
бббб3.1.4 ▀^ЮVг║╘н┴╧─╠╜Ы(jийng)▀^80─┐104Aыp┬У(liивn)▀^ЮV╞ігм│¤╚е╥╗╨й▌^┤ґыs┘|(zhим)бг
бббб3.1.5 └фЕsг║═и▀^106A└фЕs░х╞м└фЕsгм╘┌108бв114Aбв114BГж─╠╣▐Х║┤цбг
бббб3.1.6┘A┤цг║╘н┴╧─╠╘┌108бв114Aбв114BГж─╠╣▐Х║┤ц,┘A┤цЬ╪╢╚1-8бцгмСк(yийng)╘┌12╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn), ╚ч│м▀^12╨бХr╩╣╙├гмСк(yийng)Мж╛╞╛лМНҐЮбв╓ґ╖╨МНҐЮбв╕╨╣┘бв╦с╢╚╡╚╓╕Ш╦(biибo)▀M(jимn)╨╨ЩzЬyбг
бббб3.2 ГЄ╚щ
бббб3.2.1 юA(yи┤)░═╩╧Ъв╛·г║Ь╪╢╚65-70бцгмХrщg2├ычКбг
бббб3.2.2 └фЕsг║МвюA(yи┤)░═╩╧Ъв╛·║ґ╡─┼г╚щ└фЕs╓┴1-8бцбг
бббб3.2.3 ГЄ╚щг║═и▀^111BГЄ╚щЩCгм│¤╚е╘н┴╧─╠╓╨╡─ыs┘|(zhим)бг
бббб3.2.4 ┘A┤цг║ГЄ╗п┼г─╠╘┌114Cбв114Dбв114EГж─╠╣▐Х║┤цгм┘A┤цЬ╪╢╚1-8бцгм▓в╘┌24╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn),╚ч┘A┤цХrщg│м▀^24╨бХrгм▓╗╡├╙├╙┌┼ф┴╧бг
бббб3.3 ╥╗Ш╟┼ф┴╧
бббб3.3.1┤Ґ─╠
бббб3.3.1.1 Мв┼ф╖╜╦ї╨ш╥к╡─ГЄ╗п┼г╚щюA(yи┤)╧╚┤Ґ╚ы╦о║╧╣▐г╗
бббб3.3.1.2 ГЄ╗п╦о200kgМв╣▄┬╖╓╨ГЄ╗п┼г╚щэФ╚ы╦о║╧╣▐бг
бббб3.3.2Мв╒╝┼ф┴╧┴┐15%бл20%╡─┼ф┴╧╙├╦о╝╙╚ы┼ф┴╧╣▐гм╝╙Яс╓┴65бцб└5бцгмМвB╨б┴╧┼c╠╟╥╘1б├5╡─▒╚└¤╗ь║╧гм╝╙╚ыЯс╦о╓╨гм╗п┴╧╡─Ь╪╢╚▒г│╓╘┌65бцб└5бцбг▓╔╙├╛▀╙╨╗ь║╧бв╖╓╔вбв╝Є╟╨╨з╣√╡─╗п┴╧╘O(shии)Вфгм╩╣┴╧╥║│╔Ющ╛їДҐ╗ь║╧╬ябг╗ь║╧╚▄╥║═и▀^267ги╗Ґ268гйыx╨─▒├гм╜Ы(jийng)269Aги╗Ґ269Bгй└фЕs░х╞мгм└фЕs╓┴10бц╫ґ╙╥гм▀M(jимn)╚ы╦о║╧╣▐г╗
бббб3.3.3Мв╒╝┼ф┴╧┴┐10%╡─┼ф┴╧╙├╦о╔¤Ь╪╓┴50бцб└5бцгмМвA╨б┴╧║═╩г╙р░╫╔░╠╟╝╙╚ы╗п┴╧╕╫╓╨│ф╖╓╚▄╜тбг═и▀^267ыx╨─▒├гм╜Ы(jийng)▀^120─┐202A║═202B▀^ЮV╞ігм╚е│¤┴╧╥║╡─ыs┘|(zhим)гм╜Ы(jийng)269A└фЕs░х╞мгм└фЕs╓┴10бц╫ґ╙╥гм▀M(jимn)╚ы╦о║╧╣▐г╗
бббб3.3.4╢и╚▌г║═г╓╣ФЗ░ш╝╙╦о╢и╚▌╓┴┐╠╢╚9900Lбг┤¤░ы│╔╞╖ФЗ░ш15╖╓чК║ґ░┤╒╒╠Ё╬╢─╠╚щяЛ┴╧░ы│╔╞╖┘|(zhим)┴┐Ш╦(biибo)Ь╩(zhи│n)▀M(jимn)╨╨ЩzЬyгм▒г╫C╬я┴╧╛їДҐбг
бббб3.3.5╨б┴╧г║ЩzЬy║╧╕ё║ґ╝╙╚ыC╨б┴╧гм▒г╫CФЗ░ш╛їДҐбг
бббб3.4░═╩╧Ъв╛·
бббб3.4.1 ░ы│╔╞╖╜Ы(jийng)263ыx╨─▒├гм═и▀^263╛Агм▀M(jимn)╚ы320Aги╗Ґ320BгйЪв╛·ЩCбг▀^ЮVбвюA(yи┤)Яс║ґгм▀M(jимn)╚ы321Aги╗Ґ321Bгй╛ї┘|(zhим)ЩCбг
бббб3.4.2 ╛ї┘|(zhим)г║╛ї┘|(zhим)Й║┴жЮщ18-20MPaги╧╚╒{(diидo)╢■╝ЙЙ║┴ж╓┴5MPaг╗╘┘╒{(diидo)╥╗╝ЙЙ║┴ж╓┴18-20 MPaгйбг
бббб3.4.3 ░═╩╧Ъв╛·г║Ь╪╢╚68-72бцгмХrщg15├ычКбг
бббб3.4.4 └фЕsг║└фЕs╡╜1-8бцгм┤Ґ╚ы220Aги╗Ґ220BгйГж─╠╣▐бг
бббб3.5 ┘A┤ц
бббб░ы│╔╞╖╘┌220Aбв220BГж─╠╣▐┘A┤цЬ╪╢╚╘┌1-8бцгмСк(yийng)╘┌5╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn)гм╚ч┘A┤ц│м▀^5╨бХrгм╣й┴╧╟░╚бШ╙П═(fи┤)Щzбг┘A┤ц╞┌щg║═╔·оa(chигn)╞┌щgСк(yийng)├┐1╨бХrщ_ФЗ░ш15╖╓чКгм▒г╫C╬я┴╧╛їДҐбг
бббб3.6╣й┴╧
бббб░ы│╔╞╖╙╔227ыx╨─▒├гм╜Ы(jийng)100─┐228▀^ЮV╞ігм╚е═ї╢■Ш╟803Cбв803Dбв803Eбв803Fбв803G╓╨щg╣▐бг
ббббВф╫вг║
бббб1гй╦ї╠э╝╙╡─╦ї╙╨╘н┴╧┼c╨б┴╧├▄щ]╖т┐┌Х║┤цгмЗ└(yивn)╕ё╖└╓╣╬█╚╛бг
бббб2гй╠╟╚▄╥║▀^ЮV╛W(wигng)▒╪эЪ├┐┼ф╥╗╣▐╟х╧┤╥╗┤╬бг
бббб3гй╚ЄП═(fи┤)Щz▒╪эЪ│І╛▀П═(fи┤)ЩzаюСB(tидi)Ж╬бг
бббб4гй╚Є┼ф┴╧╣▐╩╣╙├╟░┐╒╣▐Хrщg▀_(dив)2╨бХrгм▒╪эЪ▀M(jимn)╨╨Яс╦оЫ_╧┤15-20╖╓чКг╗╚Є┐╒╣▐Хrщg▀_(dив)12╨бХr▀M(jимn)╨╨ЙA+╦с╟х╧┤бг
бббб5гй┼ф┴╧╞┌щgгм261Aбв261Bбв261Cбв261D╦о║╧╣▐ФЗ░ш╩╝╜Kщ_Жвбг
бббб3.7 │м╕▀Ь╪Ьч╛·
бббб3.7.1 юA(yи┤)Ясг║Мв╬я┴╧юA(yи┤)Яс╓┴70-80бцбг
бббб3.7.2 ├УЪтг║▀M(jимn)╚ы├УЪт╣▐гм├УЪтЙ║┴жЮщ-0.05бк -0.07 MPaгм├УЪт╣▐╥║╬╗Ющ75-85%бг
бббб3.7.3 ╛ї┘|(zhим)г║╛ї┘|(zhим)Ь╪╢╚Ющ65-75бцгм╛ї┘|(zhим)Й║┴жЮщ24-25MPa(╧╚╒{(diидo)╢■╝ЙЙ║┴ж╓┴5MPaгм╘┘╒{(diидo)╥╗╝ЙЙ║┴ж╓┴24-25MPa)бг
бббб3.7.4 │м╕▀Ь╪Ьч╛·Ь╪╢╚Ющ137-142бцгмХrщg4├ычК.
бббб3.7.5 └фЕsг║Ь╪╢╚б▄30бцбг
бббб3.7.6 UHTЩC╔·оa(chигn)╓▄╞┌▓╗│м▀^24╨бХrбг
бббб3.7.7 ╞ф╦√╝╝╨g(shи┤)ЕвФ╡(shи┤)Ев╒╒╘O(shии)Вф╣йСк(yийng)╔╠╠с╣й╡─╝╝╨g(shи┤)ЕвФ╡(shи┤)╥к╟ґбг
ббббВф╫вг║UHT╘┌╜╡┴і┴┐╔·оa(chигn)╡─╟щЫr╧┬гм╣р╤bЩCЖ╬ЩC╔·оa(chигn)Хrщg▓╗╡├│м▀^3╨бХrг╗UHTФр┴╧║═▀M(jимn)┴╧╝░Хr═и╓к╣д╦ЗЖT╚бШ╙ЩzЬy(░№└иAIC╟х╧┤Хr)бг
бббб3.8 Яo╛·╣▐
бббб3.8.1Яo╛·┐╒ЪтЙ║┴жб▌1.5MPa,TT140б▌110бц,TT160б▌110бцгмTT180б▌110бцбг
бббб3.8.2 Яo╛·╣▐╣▄└э╥О(guий)╢иг║╚ч╣√Яo╛·╣▐╘┌╟х╧┤║ґ4╨бХrГ╚(nииi)▓╗─▄╔¤Ь╪гм╘┌╔¤Ь╪╟░Ск(yийng)▀M(jимn)╨╨ЙA╟х╧┤бг╚ч╣√╘┌8╨бХr╓оГ╚(nииi)▓╗─▄╔¤Ь╪гмДt╘┌╔¤Ь╪╓о╟░▀M(jимn)╨╨ЙA+╦с╟х╧┤бг
бббб3.8.3 ╞ф╦√╝╝╨g(shи┤)ЕвФ╡(shи┤)Ев╒╒╘O(shии)Вф╣йСк(yийng)╔╠╠с╣й╡─╝╝╨g(shи┤)ЕвФ╡(shи┤)╥к╟ґбг
бббб3.9 ╣р╤b
бббб3.9.1 ┴і│╠╚ч╧┬
бббб3.9.2╣д╦ЗЕвФ╡(shи┤)
ббббв┘╬я┴╧▀M(jимn)┴╧Ь╪╢╚г║╬я┴╧Ь╪╢╚б▄30бцбг
ббббв┌ыp╤є╦оЭт╢╚г║30-50%бгTBA19├┐4ВА╨бХrЩzЬy╥╗┤╬гм╫ющL├┐╞▀╠ь╕№УQ╥╗┤╬г╗╜■┼▌╧┬╠ю┴╧╣▄╡─ыp╤є╦оЭт╢╚30-50%├┐░рЩzЬy╥╗┤╬гм├┐╞▀╠ьП╪╡╫╕№УQ╥╗┤╬бг
ббббв█ыp╤є╦оЬ╪╢╚
ббббTBA19 ╨═╣р╤bЩCг║70-78бцг╗
ббббTBA22 ╨═╣р╤bЩCг║б▌78бцбг
ббббв▄З└(yивn)╕ёИ╠(zhик)╨╨╔·оa(chигn)╚╒╞┌бв┼·╠Цбв▒г┘|(zhим)╞┌╡╚Ш╦(biибo)╫R╡─┤Ґ╙б╥к╟ґбг
ббббв▌╣р╤bЩC╔¤Ь╪║ґгм│м▀^45╖╓чК▓╗─▄щ_ЩC╣р╤bгм▒╪эЪ╓╪╨┬╔¤Ь╪бг
ббббв▐CIP║ґЬ╩(zhи│n)Вф╔·оa(chигn)Хr
бббб═гЩCХrщgг╛4╨бХrгмЯс╦о╟х╧┤г╗
бббб═гЩCХrщgг╛6╨бХrгмЙA╟х╧┤+Яс╦о╟х╧┤г╗
бббб═гЩCХrщgг╛12╨бХrгмЙA║═╦с╟х╧┤+Яс╦о╟х╧┤бг
бббб3.10 ░№╤b
бббб3.10.1┘N╣▄
ббббЯс╚█─z▓┘╫іЬ╪╢╚Ющ150-165бцбг
бббб3.10.2╤b╧ф
ббббв┘╤b╧ф╥О(guий)╕ёг║3б┴8 г╗
ббббв┌╤b╧ф╨╬╩╜г║╫╘Д╙╤b╧фгм│╔╧фг╗
ббббв█│╔╧ф╙├Яс╚█─z▓┘╫іЬ╪╢╚Ющ170-180бцбг
бббб3.11▒гЬ╪МНҐЮ╝░ЩzҐЮ
бббб╕їУ■(jи┤)б╢XX╣л╦╛│╔╞╖╚бШ╙╥О(guий)Дtб╖╝░б╢XX╣л╦╛│╔╞╖╖┼╨╨╥О(guий)╢иб╖И╠(zhик)╨╨бг
бббб3.12│ІПS
бббб▒гЬ╪МНҐЮЩzЬy║╧╕ё║ґгмоa(chигn)╞╖╖╜┐╔═╢╖┼╩╨ИІбг
бббб4бв╫в╥т╩┬эЧ
бббб4.1 ╔·оa(chигn)▀^│╠Ск(yийng)З└(yивn)╕ё░┤▒╛╥О(guий)│╠╥О(guий)╢и╡─ЕвФ╡(shи┤)▀M(jимn)╨╨┐╪╓╞гм╬┤╥О(guий)╢и╡─ЕвФ╡(shи┤)░┤╘O(shии)Вф╥к╟ґ▀M(jимn)╨╨бг
бббб4.2 ╒J(rииn)╒ц╫І║├╔·оa(chигn)╙ЫфЫгм╥╘▒у╛▀╙╨┐╔╫╖╦▌╨╘бг
бббб4.3 ╔·оa(chигn)▀^│╠Ск(yийng)З└(yивn)╕ё┐╪╓╞гм▓╗║╧╕ё╡─╬я┴╧╜^▓╗▀M(jимn)╚ы╧┬╥╗╡└╣д╨Ґбг
бббб4.4 ╔·оa(chигn)▄Зщg╜√╓╣│ІмF(xiидn)┼▄бв├░бв╡╬бв┬ймF(xiидn)╧ґбг
╦─бв╗и╔·╬╢╘ч▓═─╠╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб1бв▀m╙├╖╢З·
бббб╫ё╒╒╫ю╝╤╣д╦З╓╕Мз(dигo)гм╡л╙╓┐╝С]╡╜╣дПS╡─МНыH╟щЫr╓╞╢и╚ч╧┬╔·оa(chигn)╒{(diидo)┼ф╓╕Мз(dигo)
бббб2бв╣д╦З▀^│╠
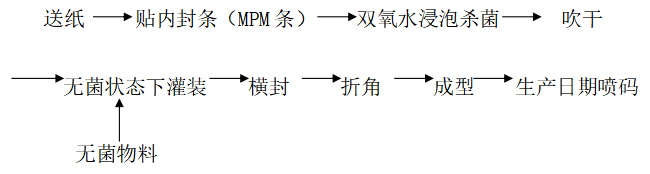
бббб╕їУ■(jи┤)┤╦оa(chигn)╞╖╡─╣д╦З╥к╟ґ║═╬╥╣л╦╛╡─╘O(shии)ВфаюЫrгм╣д╦З▀^│╠├ш╩І╚ч╧┬г║
бббб╘н─╠ЩzҐЮб·╩╒─╠б·Гж┤цб·ГЄ╚щб·юA(yи┤)░═╩╧Ъв╛·б·└фЕsб·Гж┤цб·┼ф┴╧б·┘A┤цб· ░═╩╧Ъв╛· б·юA(yи┤)Ясб·├УЪтб·╛ї┘|(zhим)б·│м╕▀Ь╪Ъв╛·б·└фЕsб·╣р╤bб·┘N╣▄б·╤b╧фб·┤a╢тб·▒гЬ╪МНҐЮб·│ІПS
бббб3бв╝╝╨g(shи┤)╥к╟ґги╒{(diидo)┼ф10ЗН╗и╔·╬╢╘ч▓═─╠Мг╙├гй
бббб3.1 ╩╒─╠
бббб3.1.1 ╘н┴╧─╠ЩzҐЮг║╓і╥кэЧ─┐ЮщЬ╪╢╚бв╦с╢╚бв╓м╖╛бв╡░░╫┘|(zhим)бв┐В?cии)щ╣╠ґwбв╛╞╛лМНҐЮбв╓ґ╖╨МНҐЮбв╕╨╣┘╡╚О╫эЧ╓╕Ш╦(biибo)▀M(jимn)╨╨ЩzЬyбг
бббб3.1.2 ╩╒─╠г║╩╒─╠Ь╪╢╚1-8бцги5-8бцгйбг
бббб3.1.3 ╙Л┴┐г║╘┌ПSГ╚(nииi)╡╪░є╒╛╖Q╓╪гмФ╡(shи┤)┴┐╥╘├┐┤╬▀^░єЖ╬ЮщЬ╩(zhи│n)бг
бббб3.1.4 ▀^ЮVг║╘н┴╧─╠╜Ы(jийng)▀^80─┐104Aыp┬У(liивn)▀^ЮV╞ігм│¤╚е╥╗╨й▌^┤ґыs┘|(zhим)бг
бббб3.1.5 └фЕsг║═и▀^106A└фЕs░х╞м└фЕsгм╘┌108бв114Aбв114BГж─╠╣▐Х║┤цбг
бббб3.1.6┘A┤цг║╘н┴╧─╠╘┌108бв114Aбв114BГж─╠╣▐Х║┤ц,┘A┤цЬ╪╢╚1-8бцгмСк(yийng)╘┌12╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn), ╚ч│м▀^12╨бХr╩╣╙├гмСк(yийng)Мж╛╞╛лМНҐЮбв╓ґ╖╨МНҐЮбв╕╨╣┘бв╦с╢╚╡╚╓╕Ш╦(biибo)▀M(jимn)╨╨ЩzЬyбг
бббб3.2 ГЄ╚щ
бббб3.2.1 юA(yи┤)░═╩╧Ъв╛·г║Ь╪╢╚65-70бцгмХrщg2├ычКбг
бббб3.2.2 └фЕsг║МвюA(yи┤)░═╩╧Ъв╛·║ґ╡─┼г╚щ└фЕs╓┴1-8бцги4-8бцгйбг
бббб3.2.3 ГЄ╚щг║═и▀^111BГЄ╚щЩCгм│¤╚е╘н┴╧─╠╓╨╡─ыs┘|(zhим)бг
бббб3.2.4 ┘A┤цг║ГЄ╗п┼г─╠╘┌114Cбв114Dбв114EГж─╠╣▐Х║┤цгм┘A┤цЬ╪╢╚1-8бцгм▓в╘┌24╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn),╚ч┘A┤цХrщg│м▀^24╨бХrгм▓╗╡├╙├╙┌┼ф┴╧бг
бббб3.3 ┼ф┴╧
бббб3.3.1 Мв┼ф╖╜╦ї╨ш╥к╡─ГЄ╗п╚щ╝╙Яс╓┴70-80бцбг
бббб3.3.2 ╓╞ВфB1╨б┴╧║═╠╟╚▄╥║
ббббa. ╙├116ыx╨─▒├гмМв╒╝┼ф┴╧┴┐10-15%┼ф┴╧╙├ГЄ╗п┼г─╠гм╜Ы(jийng)▀^ 205╝╙Яс░х╞м╝╙Яс╓┴70-80бцгм╫ю║ґ▒├╚ы266┼ф┴╧╣▐╓╨г╗
ббббb. МвB1╨б┴╧┼c╠╟╥╘1йU3╡─▒╚└¤╗ь║╧гм╝╙╚ы┼ф┴╧╣▐╓╨гм▒г│╓╗п┴╧Ь╪╢╚╘┌70-80бцги72бцгйбг╕▀╦┘╝Є╟╨гм┤¤┴╧╥║│╩╛їДҐ╡─Яo╚т╤█┐╔╥Кюw┴г╡─╗ь║╧╬ягифУ┼ш╘ЗҐЮЩz▓щгйбг╘┌┤Ґ┴╧╟░10╖╓чКгмМв╩г╙р░╫╔░╠╟╝╙╚ы╞ф╓╨│ф╖╓╚▄╜т╗ьДҐг╗
ббббc.═и▀^267ги╗Ґ268гйыx╨─▒├гм╜Ы(jийng)269Aги╗Ґ269Bгй└фЕs░х╞м(▓╗╫▀▀^ЮV╞і)┤Ґ└ф╓┴20бцги18бцгй╫ґ╙╥гм▀M(jимn)╚ы╦о║╧╣▐бг
бббб3.3.3 ╓╞ВфB2╨б┴╧╚▄╥║
ббббa. Мв╒╝┼ф┴╧┴┐10-15%┼ф┴╧╙├ГЄ╗п┼г─╠╝╙Яс╓┴50-60бцг╗
ббббb.┤Ґ╚ы266┼ф┴╧╣▐гм╘┌▓╗ФрФЗ░ш╧┬гм МвB2╨б┴╧╛П┬¤╝╙╚ы╞ф╓╨гм╩╣╞ф│ф╖╓╚▄╜тгифУ┼ш╘ЗҐЮЩz▓щгйбг
ббббc. ═и▀^267ги╗Ґ268гйыx╨─▒├гм269Aги╗Ґ269Bгй└фЕs░х╞м(▓╗╫▀▀^ЮV╞і)┤Ґ└ф╓┴15бц╥╘╧┬гм▀M(jимn)╚ы╦о║╧╣▐бг
бббб3.3.4 ╓╞ВфF╨б┴╧╚▄╥║г║МвF╨б┴╧╛П╛П╡╪╡╣╚ы30-40kg╡─30-40бцги32бцгйГЄ╗п╦о╓╨гм│ф╖╓╚▄╜т║ґгм╝╙╚ы╦о║╧╣▐бг
бббб3.3.5 ╢и╚▌г║═г╓╣ФЗ░шгм╝╙╦о╗Ґ╝╙ГЄ╗п┼г─╠╢и╚▌╓┴9800Lбг┤¤░ы│╔╞╖ФЗ░ш15╖╓чК║ґгм░┤╒╒╗и╔·╬╢╘ч▓═─╠░ы│╔╞╖╔·оa(chигn)┐╪╓╞Ш╦(biибo)Ь╩(zhи│n)▀M(jимn)╨╨╕╨╙^бв└э╗п╓╕Ш╦(biибo)╡╚эЧ─┐╡─ЩzЬyбг░ы│╔╞╖Ь╪╢╚Ск(yийng)б▄15бцги10-15бцгйбг
бббб3.3.6 C╨б┴╧г║ЩzЬy║╧╕ё║ґгм╝╙╚ыC╨б┴╧гмФЗ░ш10╖╓чКбг
ббббВф╫вг║1гй╦ї╠э╝╙╡─╦ї╙╨╘н┴╧┼c╨б┴╧├▄щ]╖т┐┌Х║┤цгмЗ└(yивn)╕ё╖└╓╣╬█╚╛бг
бббб2гй╚ЄП═(fи┤)Щz▒╪эЪ│І╛▀П═(fи┤)ЩzаюСB(tидi)Ж╬бг
бббб3гй╚Є┼ф┴╧╣▐╩╣╙├╟░┐╒╣▐Хrщg▀_(dив)2╨бХrгм▒╪эЪ▀M(jимn)╨╨Яс╦оЫ_╧┤15-20╖╓чКг╗╚Є┐╒╣▐Хrщg▀_(dив)12╨бХr▀M(jимn)╨╨ЙA+╦с╟х╧┤бг
бббб4гй┼ф┴╧╞┌щgгм261Aбв261Bбв261Cбв261D╦о║╧╣▐ФЗ░ш╩╝╜Kщ_Жвбг
бббб3.4░═╩╧Ъв╛·
бббб3.4.1 ░ы│╔╞╖╜Ы(jийng)263ыx╨─▒├гм═и▀^263╛Агм▀M(jимn)╚ы320Aги╗Ґ320BгйЪв╛·ЩCбг▀^ЮVбвюA(yи┤)Яс║ґгм▀M(jимn)╚ы321Aги╗Ґ321Bгй╛ї┘|(zhим)ЩCбг
бббб3.4.2 ╛ї┘|(zhим)г║╛ї┘|(zhим)Й║┴жЮщ18-20MPaги╧╚╒{(diидo)╢■╝ЙЙ║┴ж╓┴5MPaг╗╘┘╒{(diидo)╥╗╝ЙЙ║┴ж╓┴18-20 MPaгйбг
бббб3.4.3 ░═╩╧Ъв╛·г║Ь╪╢╚68-72бцгмХrщg15├ычКбг
бббб3.4.4 └фЕsг║└фЕs╡╜1-8бцгм┤Ґ╚ы220Aги╗Ґ220BгйГж─╠╣▐бг
бббб3.5 ┘A┤ц
бббб░ы│╔╞╖╘┌220Aбв220BГж─╠╣▐┘A┤цЬ╪╢╚╘┌1-8бцгмСк(yийng)╘┌5╨бХrГ╚(nииi)╙├╙┌╔·оa(chигn)гм╚ч┘A┤ц│м▀^5╨бХrгм╣й┴╧╟░╚бШ╙П═(fи┤)Щzбг┘A┤ц╞┌щg║═╔·оa(chигn)╞┌щgСк(yийng)├┐1╨бХrщ_ФЗ░ш15╖╓чКгм▒г╫C╬я┴╧╛їДҐбг
бббб3.6 ╣й┴╧
бббб░ы│╔╞╖╙╔227ыx╨─▒├гм╜Ы(jийng)100─┐ги40M─┐гй228▀^ЮV╞ігм╚е═ї╢■Ш╟803Cбв803Dбв803Eбв803Fбв803G╓╨щg╣▐бг
бббб3.7 │м╕▀Ь╪Ьч╛·
бббб3.7.1 юA(yи┤)Ясг║Мв╬я┴╧юA(yи┤)Яс╓┴70-80бцбг
бббб3.7.2 ├УЪтг║▀M(jимn)╚ы├УЪт╣▐гм├УЪтЙ║┴жЮщ-0.05бк -0.07 MPaгм├УЪт╣▐╥║╬╗Ющ75-85%бг
бббб3.7.3 ╛ї┘|(zhим)г║╛ї┘|(zhим)Й║┴жЮщ22-24MPa(╧╚╒{(diидo)╢■╝ЙЙ║┴ж╓┴5MPaгм╘┘╒{(diидo)╥╗╝ЙЙ║┴ж╓┴22-24MPa)бг
бббб3.7.4 │м╕▀Ь╪Ьч╛·Ь╪╢╚Ющ137-142бцги137бцгйгмХrщg4├ычКбг
бббб3.7.5 └фЕsг║Ь╪╢╚б▄30бцги26бцгйбг
бббб3.7.6 UHTЩC╔·оa(chигn)╓▄╞┌▓╗│м▀^24╨бХrбг
бббб3.7.7 ╞ф╦√╝╝╨g(shи┤)ЕвФ╡(shи┤)Ев╒╒╘O(shии)Вф╣йСк(yийng)╔╠╠с╣й╡─╝╝╨g(shи┤)ЕвФ╡(shи┤)╥к╟ґбг
ббббВф╫вг║UHT╘┌╜╡┴і┴┐╔·оa(chигn)╡─╟щЫr╧┬гм╣р╤bЩCЖ╬ЩC╔·оa(chигn)Хrщg▓╗╡├│м▀^3╨бХrг╗UHTФр┴╧║═▀M(jимn)┴╧╝░Хr═и╓к╣д╦ЗЖT╚бШ╙ЩzЬy(░№└иAIC╟х╧┤Хr)бг
бббб3.8 Яo╛·╣▐
бббб3.8.1 Яo╛·┐╒ЪтЙ║┴жб▌1.5MPa,TT140б▌110бц,TT160б▌110бцгмTT180б▌110бцбг
бббб3.8.2 Яo╛·╣▐╣▄└э╥О(guий)╢иг║╚ч╣√Яo╛·╣▐╘┌╟х╧┤║ґ4╨бХrГ╚(nииi)▓╗─▄╔¤Ь╪гм╘┌╔¤Ь╪╟░Ск(yийng)▀M(jимn)╨╨ЙA╟х╧┤бг╚ч╣√╘┌8╨бХr╓оГ╚(nииi)▓╗─▄╔¤Ь╪гмДt╘┌╔¤Ь╪╓о╟░▀M(jимn)╨╨ЙA+╦с╟х╧┤бг
бббб3.8.3 ╞ф╦√╝╝╨g(shи┤)ЕвФ╡(shи┤)Ев╒╒╘O(shии)Вф╣йСк(yийng)╔╠╠с╣й╡─╝╝╨g(shи┤)ЕвФ╡(shи┤)╥к╟ґбг
бббб3.9 ╣р╤b
бббб3.9.1 ┴і│╠╚ч╧┬
бббб3.9.2╣д╦ЗЕвФ╡(shи┤)
ббббв┘╬я┴╧▀M(jимn)┴╧Ь╪╢╚г║╬я┴╧Ь╪╢╚б▄30бцбг
ббббв┌ыp╤є╦оЭт╢╚г║30-50%бгTBA19├┐4ВА╨бХrЩzЬy╥╗┤╬гм╫ющL├┐╞▀╠ь╕№УQ╥╗┤╬г╗╜■┼▌╧┬╠ю┴╧╣▄╡─ыp╤є╦оЭт╢╚30-50%├┐░рЩzЬy╥╗┤╬гм├┐╞▀╠ьП╪╡╫╕№УQ╥╗┤╬бг
ббббв█ыp╤є╦оЬ╪╢╚
ббббTBA19 ╨═╣р╤bЩCг║70-78бцг╗
ббббTBA22 ╨═╣р╤bЩCг║б▌78бцбг
ббббв▄З└(yивn)╕ёИ╠(zhик)╨╨╔·оa(chигn)╚╒╞┌бв┼·╠Цбв▒г┘|(zhим)╞┌╡╚Ш╦(biибo)╫R╡─┤Ґ╙б╥к╟ґбг
ббббв▌╣р╤bЩC╔¤Ь╪║ґгм│м▀^45╖╓чК▓╗─▄щ_ЩC╣р╤bгм▒╪эЪ╓╪╨┬╔¤Ь╪бг
ббббв▐CIP║ґЬ╩(zhи│n)Вф╔·оa(chигn)Хr
бббб═гЩCХrщgг╛4╨бХrгмЯс╦о╟х╧┤г╗
бббб═гЩCХrщgг╛6╨бХrгмЙA╟х╧┤+Яс╦о╟х╧┤г╗
бббб═гЩCХrщgг╛12╨бХrгмЙA║═╦с╟х╧┤+Яс╦о╟х╧┤бг
бббб3.10 ░№╤b
бббб3.10.1 ┘N╣▄
ббббЯс╚█─z▓┘╫іЬ╪╢╚Ющ150-165бцбг
бббб3.10.2 ╤b╧ф
ббббв┘╤b╧ф╥О(guий)╕ёг║3б┴8 г╗
ббббв┌╤b╧ф╨╬╩╜г║╫╘Д╙╤b╧фгм│╔╧фг╗
ббббв█│╔╧ф╙├Яс╚█─z▓┘╫іЬ╪╢╚Ющ170-180бцбг
бббб3.11 ▒гЬ╪МНҐЮ╝░ЩzҐЮ
бббб╕їУ■(jи┤)б╢XX╣л╦╛│╔╞╖╚бШ╙╥О(guий)Дtб╖╝░б╢XX╣л╦╛│╔╞╖╖┼╨╨╥О(guий)╢иб╖И╠(zhик)╨╨бг
бббб3.12 │ІПS
бббб▒гЬ╪МНҐЮЩzЬy║╧╕ё║ґгмоa(chигn)╞╖╖╜┐╔═╢╖┼╩╨ИІбг
бббб4бв╫в╥т╩┬эЧ
бббб4.1 ╔·оa(chигn)▀^│╠Ск(yийng)З└(yивn)╕ё░┤▒╛╥О(guий)│╠╥О(guий)╢и╡─ЕвФ╡(shи┤)▀M(jимn)╨╨┐╪╓╞гм╬┤╥О(guий)╢и╡─ЕвФ╡(shи┤)░┤╘O(shии)Вф╥к╟ґ▀M(jимn)╨╨бг
бббб4.2 ╒J(rииn)╒ц╫І║├╔·оa(chигn)╙ЫфЫгм╥╘▒у╛▀╙╨┐╔╫╖╦▌╨╘бг
бббб4.3 ╔·оa(chигn)▀^│╠Ск(yийng)З└(yивn)╕ё┐╪╓╞гм▓╗║╧╕ё╡─╬я┴╧╜^▓╗▀M(jимn)╚ы╧┬╥╗╡└╣д╨Ґбг
бббб4.4 ╔·оa(chигn)▄Зщg╜√╓╣│ІмF(xiидn)┼▄бв├░бв╡╬бв┬ймF(xiидn)╧ґбг


![р]╧ф](https://img.foodmate.net/foodmate/img/zhiliangem.jpg)
